
Centro de control de la fábrica de Smurfit Westrock en Alcalá de Henares (Madrid).
Entramos en la fábrica donde se esconde la ingeniería detrás de las cajas de cartón que protegen todo lo que compras
DISRUPTORES - EL ESPAÑOL entra en la planta de Smurfit Westrock en España, en la que cada día producen hasta 200.000 cajas para grandes firmas de moda, alimentación o farmacia.
Más información: Entramos en la antigua fábrica comunista que hoy produce el cerebro de los centros de datos

El embalaje parece un detalle menor y sin importancia, pero es más valioso de lo que aparenta. Los guionistas de 'Los Simpson' supieron verlo —cómo no— en el episodio en el que Bart y su clase visitan una fábrica de cajas. Convirtieron algo que, a priori, parece simple en uno de los capítulos más divertidos para algunos de los fans de esta serie, sobre todo entre aquellos que vivieron experiencias escolares similares.
Hoy, y especialmente con el auge imparable de las compras online, el trasiego de paquetes no cesa. Furgonetas de empresas de reparto y de plataformas de comercio electrónico se han convertido en parte del paisaje diario de cualquier ciudad, pueblo o aldea recóndita.
Comprar a través de internet es una acción cotidiana y, sin importar el origen del pedido, todos los envíos tienen algo en común: una caja diseñada para proteger su contenido y garantizar que este llegue intacto, sin daños. Pero, además, cumple otra función: causar una buena primera impresión al comprador.
Detrás de este objeto rutinario hay una industria en crecimiento, que el año pasado facturó en nuestro país casi 7.000 millones de euros y generó 12.095 puestos de trabajo directos, según datos de la Asociación Española de Fabricantes de Envases y Embalajes de Cartón Ondulado (AFCO).
Entre las empresas que generan esta actividad está Smurfit Westrock, una de las grandes enseñas globales del sector del embalaje tras la fusión de ambas firmas (Smurfit y Westrock) en julio del año pasado.
En España, cuenta con 16 instalaciones, siete de ellas plantas especializadas en diferentes procesos y materiales, incluida una en la localidad madrileña de Alcalá de Henares.
Aquí, DISRUPTORES - EL ESPAÑOL ha podido comprobar cómo enormes bobinas de papel se transforman en cajas listas para entrar en la cadena de suministro de sus clientes.
De bobinas de papel...
La instalación, a primera vista, sorprende por la envergadura de su logística y los ritmos de producción. Funciona, casi de forma continua, durante 20 horas al día. “Trabajamos con una materia prima que llega en bobinas de entre dos y tres toneladas, a veces con una longitud de hasta 11 kilómetros”, cuenta uno de los técnicos durante la visita.
Según explica, cada bobina entra en la llamada zona de elaboración, un área donde el papel pasa primero por un sistema de rodillos para ajustar el gramaje y la forma, y luego por una sección conocida como “parte húmeda”.

Allí interviene el vapor de agua para, a continuación, aplicar la cantidad precisa de calor y pegamento. El resultado es una banda continua de cartón que, tras varios cortes longitudinales, se convierte en planchas rectangulares.
Esas planchas pasan después a la zona de conversión, donde se procede a la personalización y el acabado final de las cajas. Se imprimen con equipos digitales capaces de trabajar en seis colores, se pliegan y, si es necesario, se pegan distintas capas hasta lograr el producto que han diseñado para cada cliente. “La impresión se hace antes de cortar definitivamente la forma del embalaje, así nos aseguramos de que encaje en el molde correcto”, detalla el responsable de la planta.

Bobinas de dos o tres toneladas y hasta 10 kilómetros de largo en la fábrica de Smurfit Westrock en Alcalá de Henares.
En total, la fábrica cuenta con diez líneas de este tipo, cada una con distintas capacidades según el producto que se necesite fabricar. Algunas se emplean para impresiones a gran escala y otras para pegados muy concretos. Todas funcionan a un ritmo continuo y sincronizadas con la zona de elaboración para que cada plancha se destine a la línea más adecuada.
“La clave está en la versatilidad: hoy, un cliente puede pedir 100.000 cajas con un diseño específico y, mañana, otro necesita un formato diferente en menor cantidad. Nuestra misión es responder con rapidez y calidad”, añade el técnico que acompaña a esta periodista en la visita.
...a fabricar cajas personalizadas
El almacén es el eslabón final. Apiladas y etiquetadas, las cajas están listas para entrar en las líneas de producción de empresas de alimentación, cosmética o cualquier otro sector que requiera embalajes (no podemos dar marcas ni hacer fotos, para no revelar algún secreto industrial).
“La gente a veces cree que solo producimos cartón. En realidad, fabricamos todo tipo de soluciones para que el cliente no tenga que preocuparse más que de introducir el producto en la caja”, matiza el técnico.
A un ritmo de unos 12 kilómetros de material procesado por hora, la planta ha alcanzado picos de producción de hasta 200.000 unidades diarias, un volumen que, según los ingenieros, exige una coordinación perfecta entre cada fase de elaboración, conversión y almacenamiento.
“Lo que se busca es que, cuando el cliente abra el envío, sus cajas lleguen perfectas, listas para entrar en la cadena de producción sin ningún contratiempo”. Pero en esta empresa, el proceso comienza mucho antes, en el origen de la materia prima.
Innovación en cada embalaje
El director de Innovación en España, Portugal y Marruecos de esta multinacional, Jesús Rivas, recibe a este medio en su Experience Center. Se trata de un espacio donde exponen algunos de sus productos y diseños originales, y que emplean en sus reuniones con los clientes. También cuenta con una simulación de los lineales de un supermercado y una sala en la que muestran en una gran pantalla cómo quedarían los productos en el punto de venta.
Antes de dar detalles sobre las investigaciones y desarrollos que realizan, su primer mensaje tiene que ver con la sostenibilidad de su actividad: “Cada envase forma parte de un ciclo que respeta la naturaleza. Reutilizamos, reciclamos y, sobre todo, innovamos para cerrar ese círculo de forma sostenible”, comenta.

Sala de simulación donde los clientes pueden comprobar cómo quedarían sus envases en los lineales de un supermercado.
No falta la pregunta sobre la procedencia del papel que utilizan para esas cajas y para cuya fabricación han de emplear recursos naturales, árboles. Para despejar dudas, la directora de Sostenibilidad, Susana Amaya, también presente en el encuentro, explica que “el 76% de la fibra que empleamos es reciclada, y el objetivo a medio plazo es alcanzar el 100%”.
Según ambos ejecutivos, recolectan de forma sistemática los residuos de los embalajes para incorporarlos al ciclo productivo. “Una caja puede reciclarse hasta 25 veces antes de que sea necesario incorporar fibra virgen, a la que todavía tenemos que recurrir para que el papel cuente con las características adecuadas”, explica Amaya.

La procedencia de esa fibra virgen son bosques donde por cada árbol utilizado plantan cuatro nuevos , en palabras de la compañía. Los propietarios de esos terrenos —localizados en su mayoría en el País Vasco— son tanto privados como públicos con los que han llegado a algún tipo de acuerdo.
“Nuestros clientes nos piden asesoramiento para asegurarse de que sus embalajes cumplan con la normativa europea y española, especialmente en lo que respecta a descarbonización y deforestación. Además, les informamos sobre nuestra huella de carbono y cómo podemos reducirla en cada eslabón de la cadena de suministro”, añade Rivas.
Adiós al plástico
Durante la pandemia, esta industria fue declarada esencial para el suministro de alimentos y productos farmacéuticos. “En ese momento redoblamos los esfuerzos para perfeccionar nuestros procesos”, afirma Rivas.
Una necesidad les llevó a optimizar su estrategia de producción. Parte de esos avances incluyeron el desarrollo de envases más sostenibles y la optimización del uso de materias primas.

El área de la fábrica donde preparan las planchas de cartón antes de convertirse en cajas.
“Entre nuestras prioridades también trabajamos para sustituir el plástico por soluciones basadas en cartón y bioplásticos termosellados, reduciendo el impacto ambiental sin comprometer la funcionalidad ni la seguridad de los envases”, enfatiza Amaya.
La compañía cuenta con un equipo de 1.800 diseñadores distribuidos por todo el mundo en 660 instalaciones, apostando sobre todo por centros de innovación ubicados en diferentes lugares considerados estratégicos, entre ellos Alicante, dedicado al desarrollo de embalajes para el sector agrícola.
Aquí están trabajando en diseños y materiales sostenibles que faciliten el transporte de este tipo de productos perecederos y que faciliten su comercialización con un uso mínimo o nulo de plásticos. Entre ellos, una barqueta que incluye en su tapa una malla fabricada con hilo de papel y que, según comprobó esta periodista, es imposible romper.
Desde los centros de nuestro país también se han impulsado innovaciones como el bag in box, un envase de cartón revestido en su interior con una bolsa que minimiza el uso de plástico, que permite sustituir las botellas de plástico de más de cinco litros y manteniendo el sabor del agua intacto.
En constante evolución
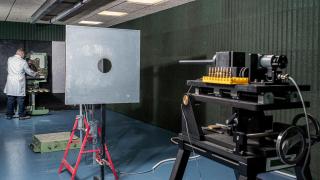
La innovación en Smurfit Westrock no se limita a la producción: la compañía también ejerce como asesor para sus clientes. En este contexto han desarrollado herramientas tecnológicas que permiten, por ejemplo, calcular la resistencia necesaria de una caja en función de su contenido, el trayecto o condiciones de humedad y temperatura; calcular la huella de carbono de cada paquete; o la eficiencia de cada embalaje.
“Los clientes pueden conocer el factor de seguridad que asegura que el envase resista desde 1.500 kilómetros de transporte hasta las exigencias de una línea de producción automatizada que mueve hasta 100.000 unidades por hora”, detalla el responsable del Experience Center, Raúl Teruel.

El proceso de diseño también se apoya en metodologías desarrolladas por ellos mismos. Hacen uso de una colección de fotografías actualizadas de supermercados en todo el mundo. “Varios indicadores permiten evaluar, de forma tanto emocional como racional, cómo se perciben los envases en el punto de venta y qué ajustes son necesarios para maximizar su atractivo”, explica Teruel.
“Cuando un cliente quiere distribuir sus productos en mercados tan exigentes como el ruso o el europeo, es esencial que el envase proteja el producto y que también comunique de forma eficaz y cumpla con una serie de normativas específicas”, señala Rivas.
El directivo explica que cada modificación, por pequeña que parezca, tiene un impacto en la cadena de suministro. ”Por ejemplo, ajustar el número de botellas por caja en el sector del aceite puede traducirse en una mejora del 20% en la eficiencia del transporte”, afirma el directivo.
Para llevar a cabo estos desarrollos, cuentan en España con un equipo de 80 diseñadores que se amoldan a las exigencias y necesidades de los clientes. Desde luego los guionistas de 'Los Simpson' no se equivocaron: lo que a simple vista puede parecer un objeto trivial es, en realidad, el resultado de una industria en constante evolución, donde cada detalle cuenta.



